Soldering Litz Wire
Please click each of the Taps below.
How to solder litz wire without cold step by step
Litz wire soldering process
How to terminal crimping ends of litz wire
In case of unsolderable class
The method to solder for no soot
Making a soldering litz wire is of as following.
– Please dip the litz wire without removing enamel coating into the soldering jar(=pot).
– You may select the dipping time as per your litz wire AWG size as below table.
– The solder jar is made up by approx. 60%(tin+pine resin) and 40%(lead).
– The soldering immersion dipping speed should be slow movement besides should be a smooth, deliberate, and continuous.
– The Litz wire’s downward direction movement makes to enter the soldering pot and should be very slow and include flat horizontal movement parallel to or in the plane of the solder bath.
– When litz wire is immersed in the molten solder pot, the film coating is removed. The oxide remains on the surface of the solder jar due to the high surface tension effects. Contaminated oxide can be also remained on the litz wire as described above by horizontal movement.
– Finally, the most significant thing is to separate(or skim) adhered contamination such as the film coating and any surface oxidation from the molten solder surface at appropriate intervals by a piece of cardboard(or sheet metal) to prevent oxide.
※ Soldering Guide Line Table
| Litz AWG size | Nominal Diameter (mm) | Dipping time into soldering jar (sec.) | Temperature of solder (℃) |
|---|---|---|---|
| 2~9 | 9.6520~4.2672 | 12 | 420~430 |
| 10~19 | 3.3020~1.2700 | 10 | 420~430 |
| 20~23 | 1.0287~0.7747 | 8 | 360~380 |
| 24~29 | 0.7112~0.4699 | 6 | 360~380 |
| 30~36 | 0.4318~0.2540 | 5 | 360~380 |
| 37~42 | 0.2413~0.1016 | 4 | 360~380 |
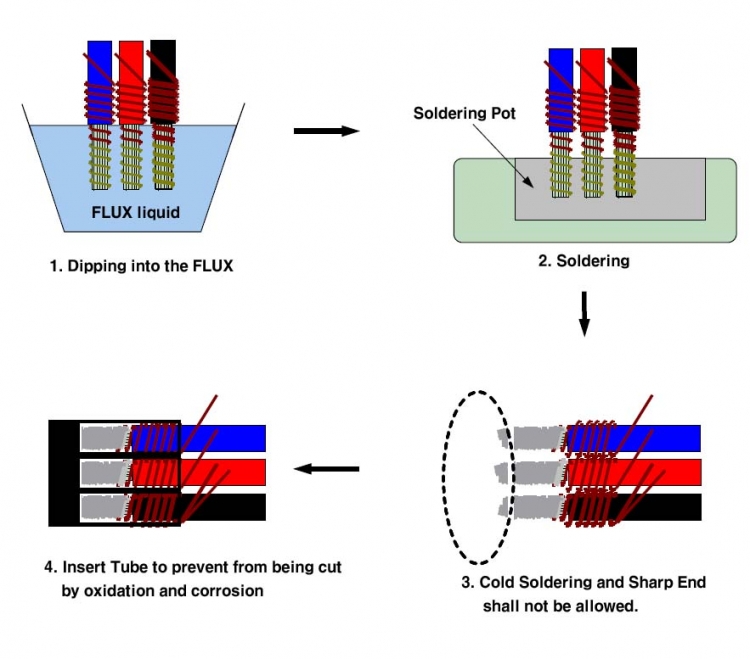
ref 1-1. Simple soldering method with FLUX liquid(=easy coating remover)
Working Procedure : 1) dipping into the FLUX, 2) soldering, 3) cold soldering and sharp end shall not be allowed, 4) insert tube to prevent from being cut by oxidation and corrosion
 Click to enlarge!
Click to enlarge!– litz wire soldering procedure
ref 1-2. Soldering method of thick size cable
 Click to enlarge!
Click to enlarge!– Litz Wire soldering without cold
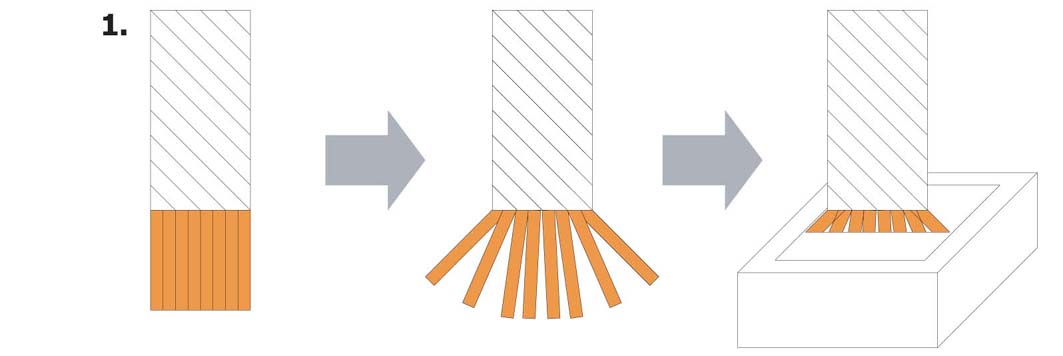
1-2-a. In case of many strands litz cable or wire, wire’s both ends should be expanded widely like fan-shaped for soldering well.
1-2-b. Please immerse or dip litz cable or wire into the lead molten pot for approx. 7 to 12 seconds to remove the enamel coating film on Cu wire.( A small number of strands can be 2 to5 seconds. )
 Click to enlarge!
Click to enlarge!– Litz Wire soldering without cold
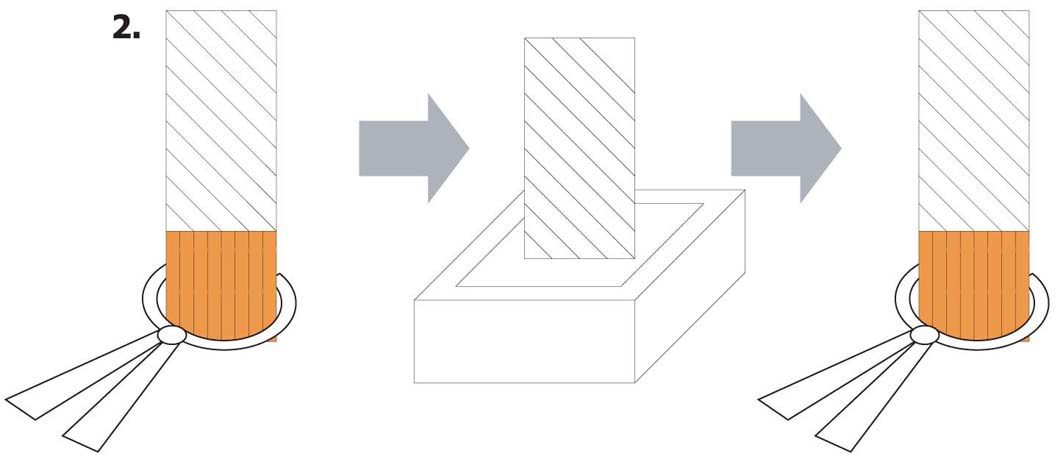
1-2-c. Litz cable or wire took out from the lead molten pot should be gathered together as round shape by the round pliers tool.
1-2-d. If the shape is not fixed as you want, you put it to the lead molten pot again and repeat process c.
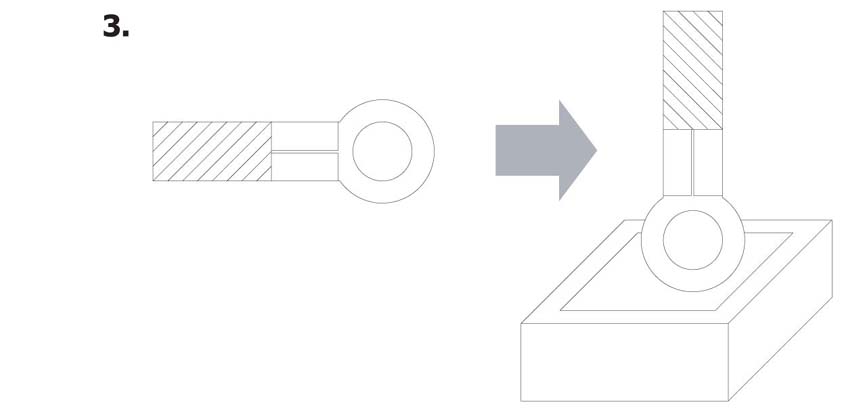
1-2-e. You could press the terminal to wire’s both ends soldered.
1-2-f. Please conduct the final works that the pressed terminal including wire both ends should be overall immersed into the lead molten pot to prevent cold-soldering and current to flow evenly well.
 Click to enlarge!
Click to enlarge!– Litz Wire soldering without cold
>Tip! : You can use low temperature varnish to reduce time of soldering as well as changing sort of nylon(=bulky yarn, N-66) is helpful for preventing soot and stiff at the both ends of litz wire.
Method of terminal crimping end of litz wire
1) Oxidation-resistant treatment(with polyurethane or silicon) must be needed for preventing from air-contact. If not, contacting air and humidity shall make high resistance and temperature rising as time passes.
2) Please make the contact surface (or area) as much as widely when crimping to make low resistance at the very crimping contact part.
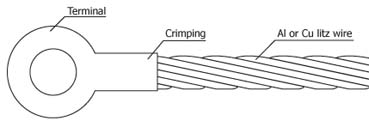 How to terminal crimping end of litz wire
How to terminal crimping end of litz wire
You are able to use the enamel coating remover as followings if soldering jar(=pot) is not available such as AI-EIW, MW-35, 200, 220℃.
 Wire coating remover
Wire coating removera) According to the wire diameter type
| Type | Coil Diameter (mm) |
|---|---|
| 1ML | Φ0.2~0.8 |
| 3ML | Φ0.6~2.0 |
| 5ML | Φ1.2~4.0 |
b) Application : They are used to remove the enamel coating of the coil of the motor, transformers, solenoids, relays, transformers, etc.
c) Features
– Three rotating blade takes off the enamel coating of the enamel wire, copper wire, polyimide wire, aluminum wire, and urethane wire.
– You can remove the coating around the coil by speed controller from 1 to 10 steps depending on the situation.
– Yon can use it as tabletop by the slide guide.
You may use heat shrinkage tubes after finishing removing the enamel coating by using soldering method or taking off it by remover equipment as followings for protecting soldered connection area from oxidation.
heat shrink tube for preventing oxidation
 Click to enlarge!
Click to enlarge!– This product is LS cable & system
Special Features
– It has excellent flame retardant, flexibility, and insulation.
Application
– Suitable for various electric insulation, strain relief, and bonding of cables and connectors and widely applied for interconnection or termination.
– Light-duty harnessing, jacketing, bundling, and color coding of electric wires.
– Upon application of heat over 110, Adhesive line meltable
Key Specifications
– Operating temperature range : -55 ~ 125 (Crosslinked outer wall)
– Flammability : UL VW-1 (Outside layer only)
– Minimum shrink temperature : 120
– Shrink ratio : 50% or more in radial direction
– Standards : UL 224 (File No. E153276 : 600V, 125 , except clear products), AMS-DTL-23053/4 Class 2, GSHS-1625W, Flexible Dual-wall Polyolefin Tubing, Dual Wall GSHS-1625W 28
A. Wrong method of soldering
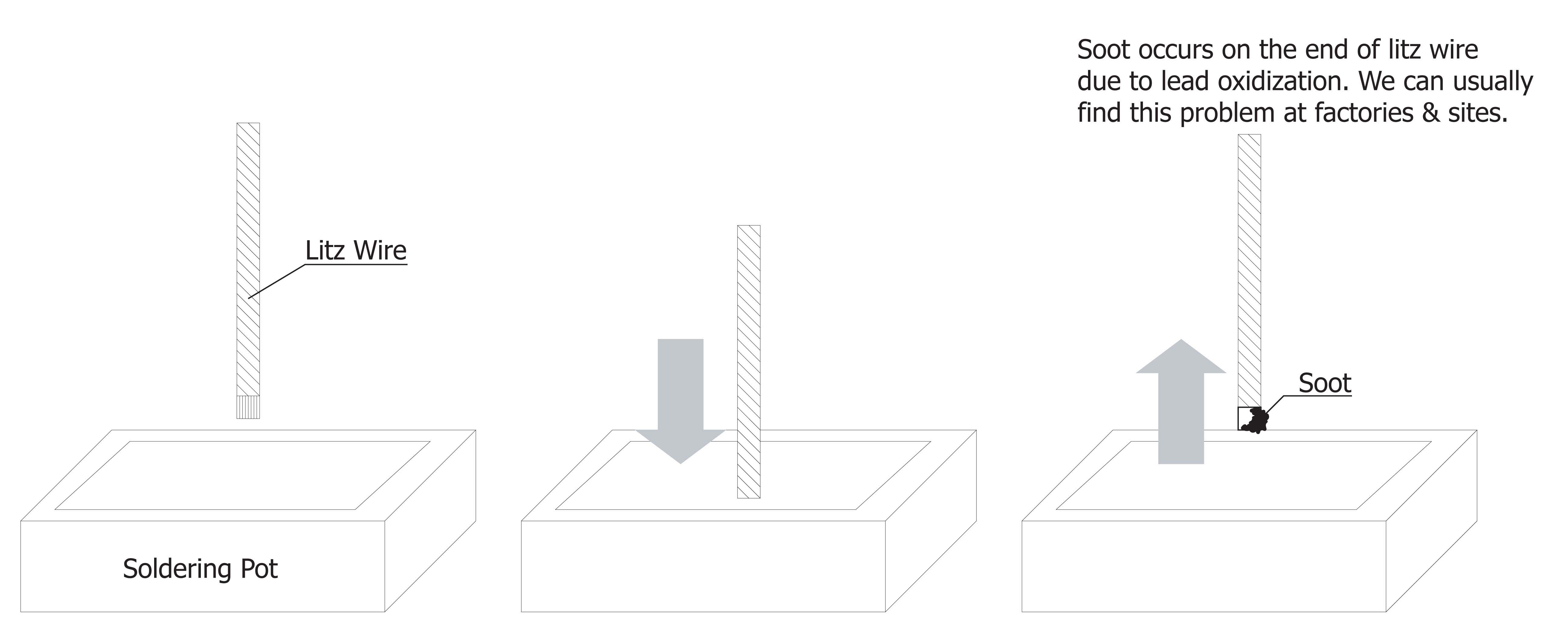 Wrong method of soldering
Wrong method of soldering– The soot occurs the end of litz wire due to lead oxidization. We usually find this problem at factories.
B. Right method of soldering
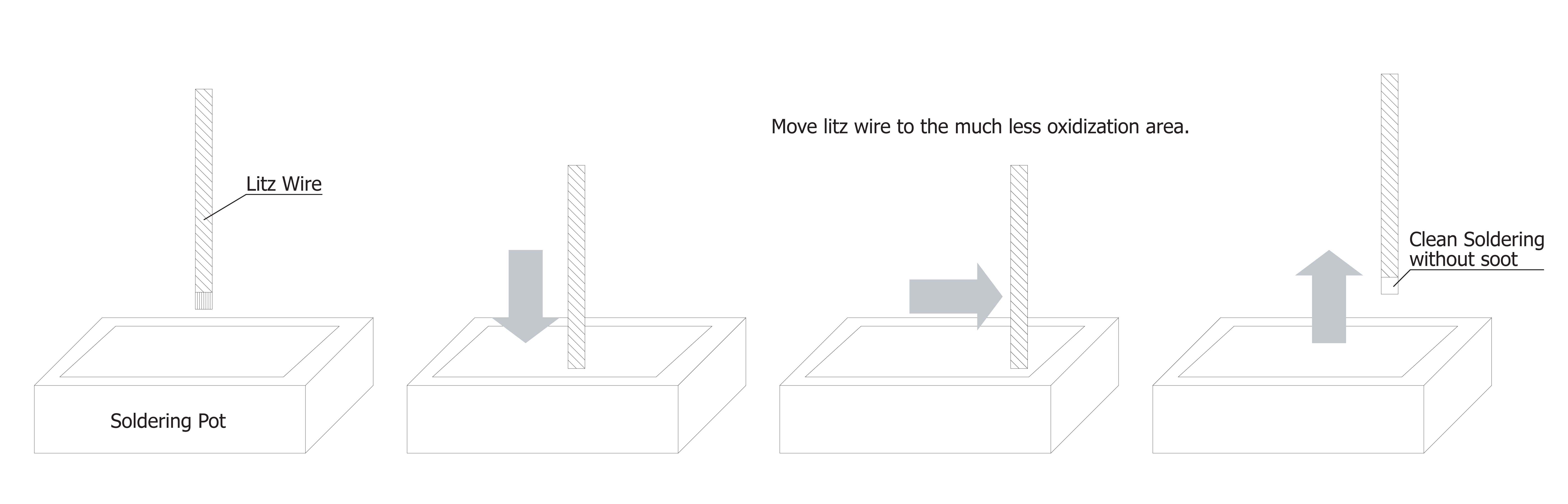 Right method of soldering
Right method of soldering– Please move litz wire to the no oxidization area to avoid the soot.
– You may find clean soldering ends.